CH61200L CNC Dréizentrum mat C Achs
Kuerz Uweisunge
Dës Maschinn ass mat C Achs, fidderen X an Z Achs gepaakt, dräi Achs kënne Verknëppung sinn an zesumme mat Multi-Funktioun an héijer Schneideffizienz bewegen.
Gekoppelt mat SIEMENS 828D CNC System.
Zwee Gears vu Spindelgeschwindegkeet, a stepless Geschwindegkeet bannent Gears, hydraulesch Gangverschiebung, konsequent Linngeschwindegkeet ze schneiden.Main Spindelmotor ass SIEMENS 37KW AC Servomotor, reduzéiert Geschwindegkeet an erhéicht Dréimoment duerch Gears, Spindelgeschwindegkeet ass 5-200rpm.
C Achs ass duerch héich Präzisioun AC Servo Motor indexéiert, an hydraulesch automatesch Sperrung, a benotzt kreesfërmeg grating fir aktuell Positioun Detectioun;X Achs adoptéiert SIEMENS AC Servomotor ugedriwwen an héich Präzisioun Kugelschraufpaar fir lateral Bewegung ze realiséieren, Z Achs adoptéiert SIEMENS AC Servo Motor Drive High Präzisioun Wurm Reduzéierer fir longitudinell ze beweegen, béid X, Z Achs si mat dem Gitter ausgestatt fir aktuell Positiounserkennung, zougemaach Loop Kontroll, mat gudder Positionéierungsgenauegkeet a Widderhuelung Positionéierungsgenauegkeet
Benotzung vun der Maschinn
Dëst ass eng héich Effizienz opzedeelen Maschinn, gëeegent fir opzedeelen Goss, Stol an Net-ferro Metal Veraarbechtung mat héich-Vitesse Stol an haart Legierung Outil.Et kann externen Krees dréien, Enn Gesiicht, opzedeelen Groove, Ausschneiden, intern Lach opzedeelen, milling keyway, milling Spiral Groove, Bueraarbechten an Ausspionéieren.
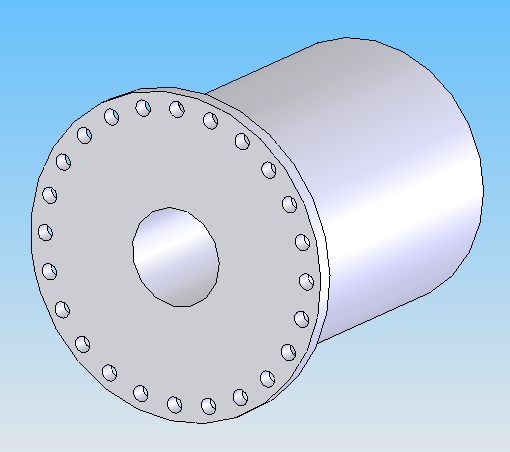
Skizzenkaart vum Werkstéck:

Fräsen Keyway

Milling Fuedem mat verännert Pitch
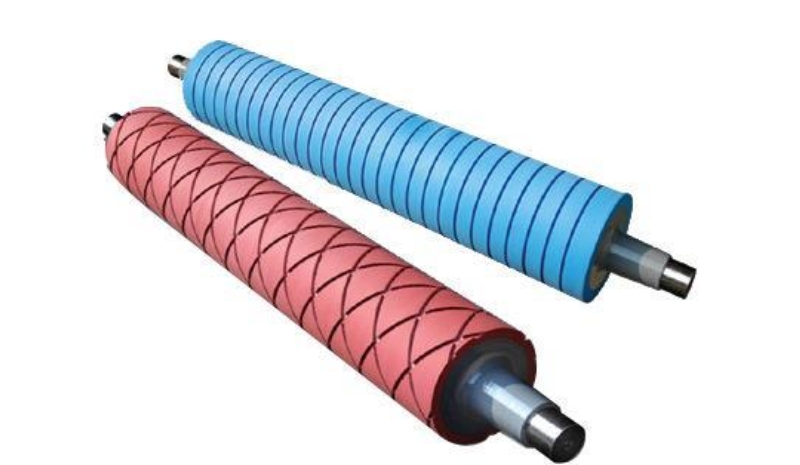
Milling Spiral Groove, Skala Muster
Parameter a Kapazitéit
| Breet vun Guide Manéier | 1100 mm |
| Max.Schwenk Duerchmiesser iwwer Bett | φ 2040 mm |
| Max.Schwenk Duerchmiesser iwwer Tool Post | φ1500 mm |
| Max.workpiece Längt | 12000 mm |
| Max.workpiece Gewiicht tëscht Zentrum | 10T |
| Haaptrei Transmissioun | |
| Front Lager vun spindle | φ220 mm |
| Spindle Geschwindegkeetsberäich | 5-200 r/min |
| Spindel Duerchmiesser | φ 130 mm |
| Front taper vun spindle Lach | metresch No.140 |
| Main Motor Muecht, Servo Motor | 37 kW |
| Spez.vun spindle Enn | 1:30 |
| fidderen Iwwerdroung | |
| X Achs Rees | 85 mm |
| z Achs Rees | 11800 mm |
| x Achs séier Reesvitessen | 4 m/min |
| z Achs séier Reesvitessen | 4 m/min |
| Servomotor Dréimoment od x Achs | 27 nm |
| Servomotor Dréimoment vun der Z-Achs | 36 nm |
| Horizontal 8 Positiounen Kraaftturm | 0.5.473.532.8 |
| Sektioun Gréisst vum Tool Shank | 32 mm x 32 mm |
| Schwanz | |
| Quill Duerchmiesser vun tailstock | φ260 mm |
| Quill Rees | 300 mm |
| Taper Lach vun Quill | metresch No.80 |
| Assistent stänneg Rescht (2 Sätz) | |
| Zougemaach stänneg Rescht | φ400-φ700 mm |
| kuck | |
| Véier Kachkëscht | φ1600 mm |
| C Achs | |
| Max.Dréimoment ënner ageklemmt Zoustand | 3000 Nm |
| Positionéierungsgenauegkeet vun der C Achs | 36" |
| Widderhuelen Positionéierungsgenauegkeet vun der C Achs | 18" |
Haaptstruktur
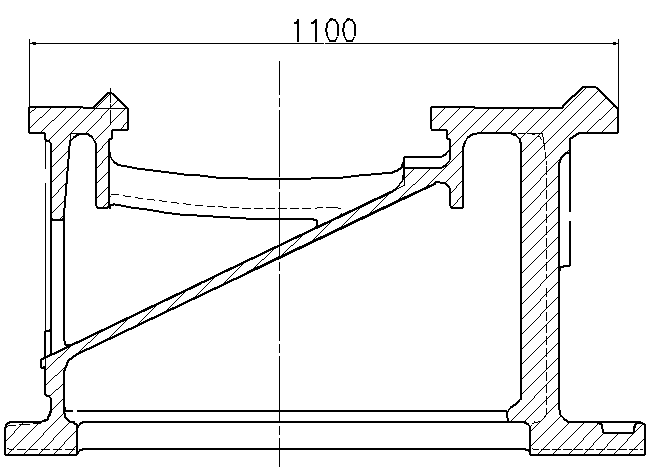
1) Bett
D'Bett ass e Buedem Typ Bett mat enger Breet vun 1100mm an engem héich Kraaft resin Sandgoss.D'Material ass HT300.D'Bett huet d'Virdeeler vu staarker Steifheit, grousser Lagerkapazitéit a gudder Stabilitéit
De Guide Wee ass ee Bierg an eng flaach Struktur, d'Härheet vum Guide Wee ass iwwer HRC52, déck Härtdéift ass hëllefräich fir Buedem ze ginn.
Déi bannenzeg Kavitéit vum Bettkierper ass mat W-förmleche Verstäerkungsribbe versuergt, wat d'Steifheet vum Maschinnbett staark stäerkt an d'Verformung duerch d'Lagergewiicht reduzéiert.
No der Alterung vum Bettgoss kann et de Reschtstress am Goss erofhuelen an d'Verëffentlechung vum Reschtstress an der Veraarbechtung an der Notzung vun der Maschinn reduzéieren.
Et gi schréiegt an archéiert Lächer op der hënneschter Säit vum Bett, déi fir Chipentfernung benotzt ginn.Den Chip, de Kühlmëttel, d'Schmieröl an esou weider ginn direkt an d'Chipschacht geläscht.Also ass d'Chip Botzen bequem, an d'Kühlflëssegkeet kann recycléiert ginn
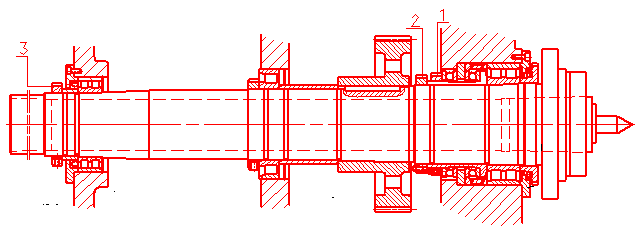
2) Kapp
D'Spindel adoptéiert dräi-Punkt Ënnerstëtzung, mat der viischter Enn als fixen Enn, der Mëtt an hënneschter Enn als Reesend Enn, der viischter an hënneschter Enn als Haaptstëtzung, an der Mëtt als Hëllef Ënnerstëtzung.D'axial Positionéierung gëtt um viischte Enn vun der Spindel festgeluecht, sou datt d'Spindel no hannen erhëtzt gëtt, eliminéiert den Impakt vun der thermescher Verlängerung vun der Spindel op d'Genauegkeet vum Maschinninstrument.
D'Haaptrei vun der Dréibänk gëtt duerch Siemens AC Spindelmotor duerch Gürtelschierm, Gang a véierstufeg hydraulesch automatesch Verréckelung realiséiert.De konstante Dréimomentbereich vun der Spindel ass grouss a konstante linear Geschwindegkeetsschneid ka realiséiert ginn.D'Spindellager ass e speziellt Lager, mat héijer Präzisioun a staarker Steifheit.
Den Headstock gëtt mat staarkem Ueleg geschmiert, an d'Headstock Gears a Lager gi mat enger spezieller Uelegpompel geschmiert.De viischte Enn vun der Spindel adoptéiert d'duebel Dichtungsstruktur vu Labyrinth a Schlitz, wat effektiv Uelegleckage an auslännesch Objeten an de Headstock verhënneren kann.
3): Tool Post
Adoptéiert Däitsch SAUTER 8 Positioun horizontalen Turret 0.5.473.532.8, dësen Turret huet Funktioun fir extern Krees ze schneiden, Enn Gesiicht an Threading souwéi Fräsen, Bueren an Ausspionéieren.Dësen Turret gëtt vum SIEMENS Servomotor ugedriwwen deen drop installéiert ass, a mat de folgenden Accessoiren gepaart.
| Ser.Nee. | Numm | Typ | Quty |
| 1 | Muecht turret | 0.5.473.532.8 | 1 |
| 2 | Cutter Kapp | 0.5.901.032/077790 | 1 |
| 3 | 0-Grad Kraaftschneiderhalter | 0.5.921.106-117859 | 1 |
| 4 | 90-Grad Kraaftschneiderhalter | 0.5.921.206-117866 | 1 |
| 5 | Extern Kreesschneiderhalter | B2-60X32X60-113908 | 2 |
| 6 | Interne Kreesschneiderhalter | E2-60X50-113961 | 2 |

4) Z an X Achs:
Duerchmiesser vun der Kugelschraube vun der X-Achs ass φ40x5, Z-Achs gëtt duerch Rack an Ausrüstung ugedriwwen, Zännmodul ass m = 5, an Z-Achs adoptéiert voll zoue Schleifkontrolle andeems Dir Lineal Feedback gitt
5) Schwäif Stock
Tailstock besteet aus ieweschten Deel an ënnen Deel, Quill an quill Zentrum Linn Upassung Organisatioun sinn am ieweschten Deel installéiert.D'Rees vum Schwanzstéck gëtt vum Motor ugedriwwen.De Quill vum Schwanzstéck kann rotéieren.
6) Schmiersystem
D'Schmierung vun de Lageren am Headstock, Gears a Lager an Headstock an aner Fäll gëtt vun der spezieller Pompel geliwwert, d'Schmieren vu Lager vu Kugelschrauwen an all Schmierpunkt vun der Maschinn adoptéiert intermittéierend a konzentrativ Schmierung, an d'Schmierzäit ass justierbar, sou datt et verhënnert effektiv Schmieröl ze verschwenden, a kann effektiv d'dynamesch Äntwert vun der Maschinn an d'Liewensdauer vum Guide Wee a Kugelschrauwen verbesseren.
hydraulesch System
Hydraulescht System gëtt fir automatesch Ännerung vun der Spindelgeschwindegkeet a gezwongener Kältemëttel vun de Gears am Headstock benotzt, souwéi automatesch Sperrung vun der C Achs.
7) C Achs
D'C Achs gëtt vun engem Servomotor ugedriwwen, kann automatesch op d'Transmissiounsmodus vun der Spindel an der C Achs wiesselen, de Réck vun der Spindel ass mat héijer Präzisioun kreesfërmeg Gitter vun der C Achs a Bremsdämpfungsmechanismus ausgestatt.Mat ganz zouenen Schleifen Messsystem.
Genauegkeet vun Maschinn
| Fäerdeg Ausschneiden vum externe Krees | 0,005 mm ép |
| Bearbeitungskonsistenz, op 300 mm Längt | 0,03 mm ép |
| Flaachheet vum Ofschnëtt flaach, | |
| an Duerchmiesser 300 mm | 0,025 mm, konkav |
| X Achs | |
| positionéieren Genauegkeet | X≤0,03 mm |
| widderhuelen positionéieren Richtegkeet | X≤0,012 mm |
| Z Achs | |
| Positionéierungsgenauegkeet, op 10000mm Längt | X≤0,13 mm |
| Widderhuelen Positionéierung Genauegkeet | X≤0,05 mm |
| C Achs | |
| positionéieren Genauegkeet | 36" |
| widderhuelen positionéieren Richtegkeet | 18" |