





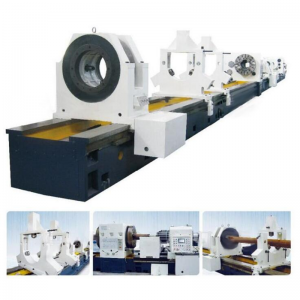
Deep Hole Pull Boring Machine, Zylinder Pull Boring Machine TLS2210A/TLS2220B
Video Display
Funktioun Beschreiwung
No der Veraarbechtung Noutwendegkeete, kann d'Maschinn och de Mod vun workpiece adoptéieren ass fix, de opzedeelen Outil rotéiert a fidderen, an de opzedeelen Kältemëttel an der opzedeelen Beräich duerch den Ueleg Drock Kapp ze killen an ze schmieren der opzedeelen Beräich an huelen ewech Metallchips.
Machining Richtegkeet: Wann zéien langweileg: Lach Duerchmiesser Richtegkeet ass IT8-10.Uewerfläch roughness (Zesummenhang mat opzedeelen Handwierksgeschir): Ra3.2.
Bearbeitungseffizienz vun der Maschinn TLS2220B: Spindelgeschwindegkeet: bestëmmt no der Schneidinstrumentstruktur an dem Werkstéckmaterial, ass allgemeng 50-500r / min.
Feed Geschwindegkeet: bestëmmt no de Veraarbechtungsbedéngungen, allgemeng ass 40-200mm / min.
Déi maximal Bearbechtungszoulag während der Langweileg: et gëtt festgeluecht no der Schneidinstrumentstruktur, Material a Werkstücksbedéngungen, déi allgemeng net méi wéi 14mm (Duerchmiesser) ass.
Uelegdrockkopf gëtt vum Servomotor ugedriwwen a ka selbstverständlech realiséieren.Wann den Uelegdrockkopf no beim Enn Gesiicht vun der Päif ass, ass d'Jacking Kraaft justierbar, an de maximalen Jacking Kraaft Schutz gëtt zur Verfügung gestallt fir de Rack ze beschiedegen.Den Uelegdrockkopf ka séier a lues Bewegung realiséieren.Den Uelegdrockkopf ass mat engem Kontrollpanel ausgestatt, op deem de séieren a luesen Kontrollknäppchen, an d'Spann- a Losenknäppchen vun der Werkstückstützung och op der sinn.
D'Erscheinung vum Uelegdrockkopf gëtt op der folgender Foto gewisen:


Steady Reschter vun workpiece: Workpiece clamping gëtt duerch hydraulesch System realiséiert.De stännege Rescht kann manuell bewegt ginn an hir Positioun kann no der Längt vum Werkstück ugepasst ginn, an d'Handrad läit op der Säit vum Bettkierper.Kutsch huet Sperrmechanismus.



Technesch Parameter
| TLS2210A | TLS2220B | ||
| Aarbechtskapazitéit | Gamme vu langweileg Dia. | Φ40-Φ100 mm | Φ40-Φ200 mm |
| Max.zitt langweileg Déift | 1-12 m | 1-12 m | |
| Max.ageklemmt Dia.vun workpiece | Φ127 mm | Φ250 mm | |
| Spindel | Zentrum Héicht vun spindle Zentrum ze Bett | 250 mm | 450 mm ép |
| Spindelbohr Dia. | Φ130 mm | Φ100 mm | |
| Gamme vun spindle Vitesse | 40-670 U/min, 12 Arten | 80-500 U/min, 4 Gears, stepless tëscht Gears | |
| Feed | Feed Geschwindegkeet Beräich | 5-200 mm/min | 5-500 mm/min, stepless |
| Schnell Reesgeschwindegkeet vum Won | 2 m/min | 4 m/min | |
| Motoren | Main Motor Muecht vun headstock | 15 kW an | 30KW, Frequenz Ëmwandlung Motor |
| Feed Motor Muecht | 4.5KW, AC Servomotor | 4.5KW, AC Servomotor | |
| Motor Muecht vun Killmëttel Pompel | 5,5 kW an | 7.5KWx3 (een ass Ersatz) | |
| anerer | Bett Breet | 500 mm | 600 mm |
| Bewäertten Drock vum Killsystem | 0,36 MPa | 0,36 MPa | |
| Flow vum Killsystem | 300 l/min | 200.400 l/min | |
Produit Kategorien
-

Zylinderbohr- a Langweilmaschinn, Deep Hole ...
-

Zylinderbohr- a Langweilmaschinn, Deep Hole ...
-

Zylinderbohr- a Langweilmaschinn, Deep Hole ...
-

Grouss déif Lach Bueraarbechten a langweileg Maschinn, cy ...
-
Deep Lach Buermaschinn speziell fir Petroleu ...
-

Déift Lach Bueraarbechten a langweileg Maschinn, Zylinder ...





