




Deep-Loch trepanning Maschinn TK2150
I. Basis Prozess Leeschtung vun der Maschinn
1) Dës Maschinn kann fir trepanning intern Lächer benotzt ginn.
2) Wärend der Veraarbechtung rotéiert d'Werkstéck, d'Schneidinstrument fiddert, a Schneidflëssegkeet geet an d'Schneidberäich duerch d'Trepanningbar fir d'Schneidberäich ze killen an ze schmieren an d'Metallchips ewechzehuelen.
3) Beim Trepanning gëtt den hënneschten Enn vun der Trepanningbar fir Uelegversuergung benotzt, an d'Enn vum Uelegdrockkopf gëtt fir ze schneiden.
6) D'machining Richtegkeet vun der Maschinn Outil:
Trepanning: Aperture Richtegkeet IT9-10.Uewerfläch roughness: Ra6.3
D'Richtegkeet vun de Bearbechtungslächer: manner wéi 0,1/1000 mm
Outlet deviation vun machining Lach: manner wéi 0,5 / 1000mm
II.Main technesch Parameter
Trepanning Duerchmiesser………………………………φ200-φ300mm
Max.Trepanning Déift……………………………… 6000mm
Spannduerchmiesser vum Werkstéck………… φ200~φ0500mm
Spindelbohr ………………………………… φ130mm
Front-End Kegel vum Spindel vum Headstock…… metresch 140#
Spindelgeschwindegkeetsbereich………………3.15 ~ 315 r/min
Feed Geschwindegkeet……………………… 5~1000mm/min, stepless
Schnell Reesgeschwindegkeet vum Suedel……… 2000mm/min
Haaptmotor………… 30kW (Dräilhaiser asynchrone Motor)
Feed Motor ………………………………… N=7.5Kw (Servomotor)
Hydraulesch Pompelmotor……………… N=2.2kW,n=1440r/min
Coolant Pompel Motor ... N = 7,5 kW (2 Sätze vun embedded Zentrifugalpompelen)
Bewäertten Drock vum Kühlmëttelsystem……… 0.5MPa
Coolant Flow………………………………………300.600L/min
Gesamtgréisst vun der Maschinn …………1700mmⅹ1600mmⅹ1800mm
III.Leeschtung an Charakteristiken vun Maschinn:
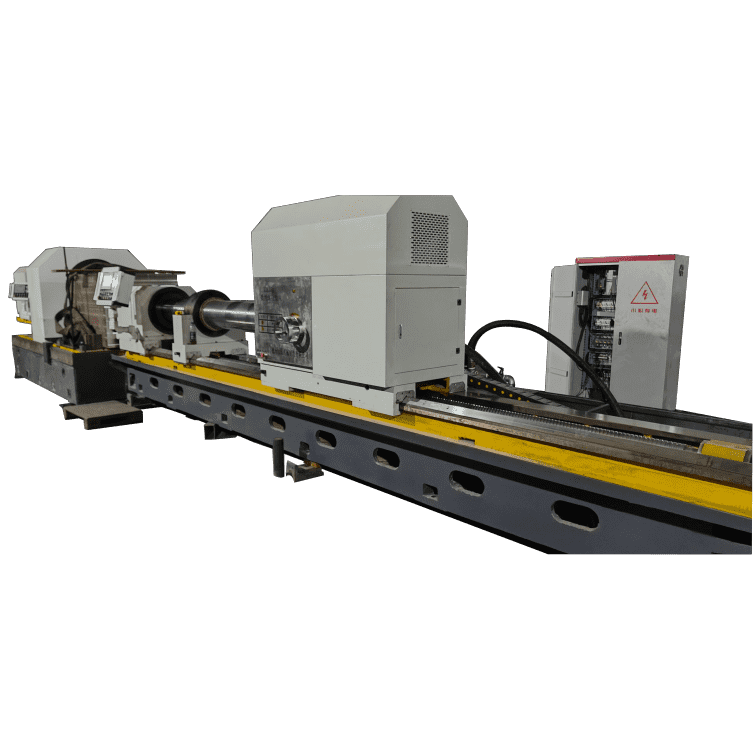
D'TK2150 CNC Trepanning Maschinn ass eng spezialiséiert Maschinn Outil fir Veraarbechtung zylindresch déif Lach Deeler.
Wärend der Trepanéierungsprozess gëtt de Kältemëttel vum hënneschten Enn vun der Trepanningbar geliwwert, an den Uelegdrockkappend ass mat enger Laterne fir ze schneiden ausgestatt.Gëeegent fir Mass Produktioun a kann och fir eenzel Stéck a kleng Batch Produktioun benotzt ginn.
IV.Haaptstruktur vun der Maschinn
1) D'Maschinn Tool besteet aus Haaptkomponenten wéi d'Bett, Headstock, Suedel, Suedelfütterungssystem, stänneg Rescht, Schwéngungsdämpfer stänneg vun der Trepanningbar, Killsystem, elektresche System, Metallchipentfernungsapparat, etc.
2) D'Bett, Suedel, Suedel, Këscht, Uelegdrockkopf, Supporter an aner Komponenten sinn all aus héichstäerkt Goss a Harz Sand Schimmel gemaach, fir eng gutt Steifheit, Kraaft a Genauegkeet Retention vum Maschinninstrument ze garantéieren.D'Bett adoptéiert international fortgeschratt Ultra-Audio-Quenching, mat enger Läschdéift vun 3-5mm an HRC48-52, déi héich Verschleißbeständegkeet huet.
(1) Bett
D'Bett vum Maschinninstrument besteet aus enger Kombinatioun vun dräi Stéck Bettkierper.D'Bettkierper ass eng Struktur mat dräi zouene Säiten a schrägende Rippplacke, an ass aus héichwäertege Goss HT300 mat gudder Steifheet gemaach.D'Breet vun der Bettleitbunn ass 800 mm, wat e flaach an e V-Guide Wee ass mat héijer Belaaschtungskapazitéit a gudder Leedungsgenauegkeet.De Guide Wee huet d'Quenching Behandlung erlieft an huet héich Verschleißbeständegkeet.An der Groove vum Bettguide Wee gëtt eng Fudderkugelschraube installéiert, ënnerstëtzt vu Klammern op béide Enden an ënnerstëtzt vun zwee Dragframes an der Mëtt.Den Dragrahmen kann laanscht de Guide Wee um Enn vun der Groove réckelen, a seng Rees an d'Stoppe ginn duerch d'Pullplack a Roller um Suedel kontrolléiert.Et gëtt eng T-förmlech Groove op der viischter Mauer vum Bett, déi mat engem fixen Distanz Sëtz vun Schwéngungsdämpfer stänneg vun langweileg Bar equipéiert ass, an engem fixen Distanz Sëtz vun Suedel der Positioun vun der Schwéngung stänneg vun langweileg Bar a Suedel ze kontrolléieren.D'Frontmauer vum Bett ass mat Racken ausgestatt, déi mat de Gears vum manuelle Gerät mëschen fir de stännege Rescht, Supporter a Schwéngungsdämpfer stänneg vu langweileg Bar ze bewegen.
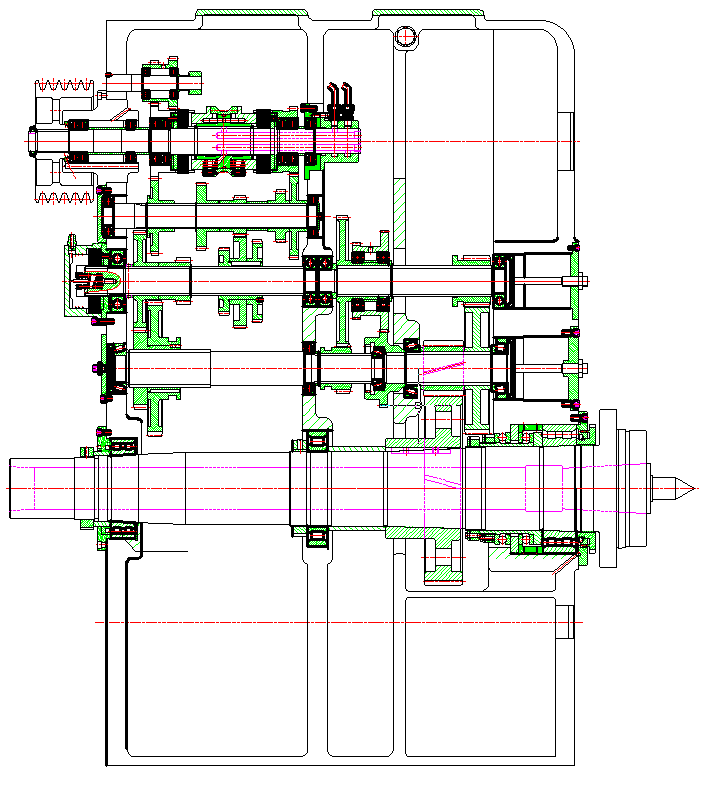
(2) Kapp:
Fixéiert um lénksen Enn vum Bett, Spindelbuer ass φ 130mm.De Headstock gëtt vun engem 30kW Motor ugedriwwen, an d'Spindelgeschwindegkeet ass 3.15-315r / min duerch Multi-Stage Gangreduktioun a manuell Héich- a Low-Geschaltung.Installéiert e Véier-Kiefer Chuck um Spindel Enn vum Headstock fir d'Werkstéck ze klemmen.
De Headstock ass mat engem onofhängege Schmiersystem ausgestatt fir eng staark Schmierung fir verschidde Lager a Gangpairen ze bidden
(3)Suedel a Reeskapp
De Reeskopf ass op de Suedel fixéiert, a während der Ernierung dréit de Reeskopf (befestegt op der hënneschter Säit vum Bett) d'Schraube fir ze rotéieren, wouduerch d'Mutter, déi mam Suedel fixéiert ass, axial beweegt, de Suedel fir ze fidderen.Wann de Suedel séier bewegt, fiert de schnelle Motor hannert dem Suedel de Geschwindegkeetsreduktioun fir ze rotéieren, dréit de Suedel fir séier ze beweegen.
De Reeskop ass um Suedel fixéiert.D'Haaptaufgab ass d'Trepanningbar ze klemmen an se no vir an zréck duerch de Suedel ze fueren.
(4)Feed Këscht
D'Fütterkëscht ass um Enn vum Bett installéiert a gëtt vun engem AC Servomotor ugedriwwen.D'Ausgangsachs kann eng stepless Geschwindegkeetsreguléierung vun 0,5-100r / min erreechen.D'Schmier an der Këscht gëtt vun enger Plungerpompel ugedriwwen mat engem Cam geliwwert.Et gëtt eng Sécherheetskupplung an der Verbindung tëscht der Ausgangswelle an der Schraube, an d'Verlobungskraaft kann duerch Quellen ugepasst ginn.Wann iwwerlaascht ass, trennt d'Kupplung aus an e Mikroschalter gëtt ausgeléist fir e Signal ze schécken fir de Suedel ze stoppen (Fehlerindikatorlicht ugewisen)
(5)Steady Rescht an Jack vun workpiece
De stännege Rescht benotzt dräi Roller, déi mat Rolllager als Ënnerstëtzung fir d'Werkstéck ausgestatt sinn.Déi ënnescht zwee Roller ginn op der Klammer plazéiert, an d'Klammer bewegt sech laanscht de Guide Wee fir d'Werkstéck z'ënnerstëtzen.Déi viischt an hënnescht Klammern kënnen duerch d'Kugelschraube geréckelt ginn, während déi iewescht Roller op der Leadstab installéiert ass, déi laanscht d'Guideloch beweegt.Nodeems d'Ënnerstëtzung ofgeschloss ass, muss de Guide Staang mat Schrauwen fixéiert ginn.
De Jack ass mat zwee Roller mat Rolllager als Aarbechtsfläch ausgestatt.D'Roller ginn op de Jack plazéiert, an de Jack bewegt sech laanscht de Guide Wee fir d'Werkstéck z'ënnerstëtzen.Déi viischt an hënnescht Jacks kënnen gläichzäiteg duerch positiv an negativ Bläischrauwen geréckelt ginn, an d'Ausrichtung vun den zwou Roller kann duerch d'Frontjustéierungshülse ugepasst ginn.Nodeems se ënnerstëtzt ginn, mussen d'Jackelen an d'Guide Staang mat Schrauwen fixéiert ginn.
(6)Schwéngungsdämpfer stänneg vun der Trepanning Bar:
De Schwéngungsdämpfer stänneg gëtt als Hëllefsunterstëtzung fir d'Trepanning Bar benotzt.Fir schlank Trepanning Baren ass et néideg d'Zuel vun de stännegen entspriechend ze erhéijen.Seng Beweegung laanscht de Bettguide Wee gëtt vun engem Won gedriwwen oder kann och vun engem manuellen Apparat ugedriwwe ginn.Dës Maschinn Tool ass mat engem Set vu Schwéngungsdämpfer stänneg vun Trepanning Bar ausgestatt.
(7)Kühlsystem:
De Killsystem ass hannert dem Maschinninstrument, haaptsächlech aus engem Uelegbehälter, enger Pompelstatioun, enger Uelegleitung, engem Chiplagerkarre an enger Uelegretourgroove besteet.D'Funktioun vum Kühlmëttel ass d'Ofkillung an d'Ewechhuele vu Metallchips.